 Norsk
Norsk-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia - Norsk
-
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português








Indre tre-kurve rille dreie- og fresemaskin
Jingfusi® indre tre-kurve rille dreie- og fresemaskin er et spesialisert maskineringsverktøy som brukes til presisjonsmaskinering av indre riller med tre buede eller konturerte overflater. Denne indre tre-kurve rille dreie- og fresemaskinen brukes ofte i bransjer som krever produksjon av komplekse deler med indre riller eller profiler som ikke enkelt kan lages ved bruk av konvensjonelle bearbeidingsmetoder.
Modell:CK46-3+2
Send forespørsel
produktbeskrivelse
Mens de primært brukes til bearbeiding av indre spor, kan disse maskinene også håndtere andre maskineringsoperasjoner, noe som gjør dem allsidige for et bredt spekter av bruksområder. Bransjer som romfart, produksjon av medisinsk utstyr, bilindustri og presisjonsteknikk er ofte avhengige av disse maskinene for å produsere intrikate komponenter med høy presisjon. Dreie- og fresemaskiner med indre tre kurver kan behandle forskjellige materialer, inkludert metaller, plast og kompositter, avhengig av de spesifikke maskineringsbehovene.
Maskinreisediagram

produkt detaljer

Parameterliste
| Punkt | enhet | Spesifikasjon |
| Maks. dreiediameter | mm | 250 |
| Maks. svingdiam. over dreiebenk | mm | Ø500 |
| Maks. dreiediameter gjennom glideseng | mm | Ø160 |
| Skrå seng grad | grad | 35° |
| X-akse effektiv reise | mm | 1000 |
| Z-akse effektiv vandring | mm | 400 |
| X/Z-akse maks. rask reisehastighet | m/min | 24 |
| Grunnflate i støpejern | ㎡ | 1,8 x 1,1 |
| Maskinstørrelse: L x B x H | mm | 2100 x 1580 x 1800 |
| Maskinens nettovekt | kg | 2600 |
| verktøy nr. | stk | 8 |
| Firkantede verktøy | mm | 20 x 20 |
| Hullkniv størrelse | mm | Ø20 |
| Total hest | kw | 13 |
| Gjennomsnittlig strømforbruk | kw/t | 2 |
| Spindelflateform |
|
A2-5 |
| Spindelhastighet | rpm | 6000 |
| Spindelhastighetsinnstilling | rpm | 1-4500 |
| Spindel nominell dreiemoment | Nm | 35Nm (1500r/min) |
| Maksimal stangdiameter | mm | Ø45 |
Maskinverktøyets nøyaktighet
| Maskinnøyaktighet, Jingfus-faktor standard: | ||||
| Hovedprøveelement | Skjematisk diagram | Fabrikkstandard | ||
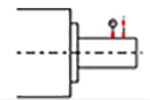
| Spindel radial slag, |
 |
Oppdag utløp av ytre kjegle | 0.0035 | |
| X-aksens repetisjonsposisjon, X |
 |
Registrer gjentatt posisjonering av X-aksen. Merk: Forutsi først omtrent 50 ganger for å utligne feilen til den kalde motoren og den varme motoren, og oppdage deretter den gjentatte posisjoneringen. | 0.003 | |
| Z-aksens repetisjonsposisjon, Z |
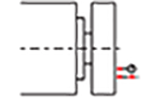 |
Registrer gjentatt posisjonering på Z-aksen. Merk: Forutsi først omtrent 50 ganger for å utligne feilen til den kalde motoren og den varme motoren, og oppdage deretter den gjentatte posisjoneringen. | 0.003 | |
| C-akse gjenta posisjon, C |
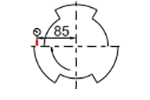 |
Oppdag reposisjoneringen av C-aksens fikspunkt, merk: forutsi først omtrent 50 ganger for å utligne feilen til den kalde motoren og den varme motoren, og detekter deretter den gjentatte posisjoneringen | 20 buesekunder | |
| C-akse posisjon roterende, C |
 |
Oppdag den tilfeldige posisjonsnøyaktigheten til C-aksen, merk: forutsi først omtrent 50 ganger for å utligne feilen til den kalde motoren og den varme motoren, og kontroller deretter de gjentatte innstillingene | 72 buesekunder | |
| Dersom kunden ønsker å teste ISO- eller VD1-nøyaktigheten til X/Z/Y-aksen, skal det fastsettes på tidspunktet for kontraktskriving. Kunden må teste denne varen samtidig med den første aksepten av Jingfusi Factory. | ||||
Hot Tags: Indre tre-kurve rille dreie- og fresemaskin, Kina, produsenter, leverandører, fabrikk, kvalitet, prisliste
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.








X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring