 Norsk
Norsk-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia - Norsk
-
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Krav til CNC -maskinverktøy for mekanisk struktur
Hovedstrukturen tilCNC -maskinverktøyhar følgende egenskaper:
1) På grunn av bruken av høyytelses kontinuerlig variabel hastighetsspindler og servooverføringssystemer, er grensenes transmisjonsstruktur for CNC-maskinverktøy sterkt forenklet og transmisjonskjeden er sterkt forkortet;
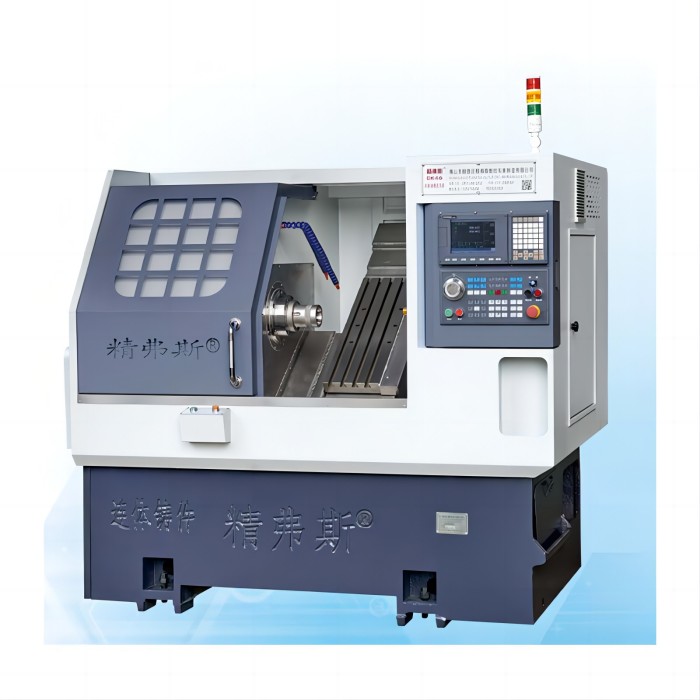
2) For å tilpasse seg kontinuerlig automatisert prosessering og forbedre prosesseringsproduktiviteten, har den mekaniske strukturen til CNC -maskinverktøy høyere statisk og dynamisk stivhet og dempingsnøyaktighet, så vel som høyere slitestyrke og mindre termisk deformasjon;
3) For å redusere friksjonen, eliminere overføringsklarering og oppnå høyere prosesseringsnøyaktighet, brukes mer effektive overføringskomponenter, for eksempel kuleskrupar og rulleguider, anti-backlash giroverføringspar, etc.
4) For å forbedre arbeidsforholdene, reduser hjelpestiden, forbedre driften og forbedre arbeidsproduktiviteten, hjelpeapparatene som automatiske verktøy for verktøy, verktøymagasiner og automatiske verktøyskiftende enheter og automatiske brikkefjerningsenheter brukes.
I henhold til gjeldende anledninger og strukturelle egenskaper ved CNC -maskinverktøy, blir følgende krav fremsatt for strukturen til CNC -maskinverktøy:
1. Høyere statisk og dynamisk stivhet i maskinverktøyet
CNC -maskinverktøybehandles automatisk i henhold til instruksjoner gitt av CNC -programmering eller manuell datainngang. Siden posisjonsfeilen forårsaket av den geometriske nøyaktigheten og deformasjonen av den mekaniske strukturen (for eksempel maskinverktøybedet, føringsskinner, arbeidsbil, verktøyholder og spindelboks, etc.) kan ikke justeres og kompenseres under en liten grense for å sikre at den nødvendige behandlingen av den mekaniske strukturen. Under påvirkning av interne og eksterne varmekilder vil de forskjellige delene av maskinverktøyet gjennomgå forskjellige grader av termisk deformasjon, som vil ødelegge det relative bevegelsesforholdet mellom arbeidsstykket og verktøyet, og også forårsake kvartalsvise nedgang i maskinverktøyet. For CNC -maskinverktøy, fordi hele prosesseringsprosessen styres av beregnede instruksjoner, er påvirkningen av termisk deformasjon mer alvorlig. Tung. For å redusere termisk deformasjon, blir følgende tiltak vanligvis iverksatt i strukturen til CNC -maskinverktøy: (1) redusere varmeproduksjon; (2) kontrolltemperaturstigning; (3) Forbedre maskinverktøymekanismen.
3. Reduser friksjonen mellom bevegelser og eliminerer overføringsklarering
Forskyvningen av CNC Machine Tool WorkTable (eller lysbilde) tilsvarer en liten enhet i elleve pulser, og det er vanligvis påkrevd å bevege seg med basehastigheten. For at arbeidsbanen skal svare nøyaktig på instruksjonene fra CNC -enheten, må tilsvarende tiltak iverksettes. For øyeblikket er det åpenbare forskjeller i friksjonsdempende egenskaper til de ofte brukte glideguider, rullende guider og hydrostatiske guider. Bruk kuleskruer i stedet for å skyve guider i fôrsystemet den samme effekten kan oppnås med blyskruen. For tiden bruker CNC -maskinverktøy nesten alle ballskrueoverføring. Maskineringsnøyaktigheten til CNC-maskinverktøy (spesielt CNC-maskinverktøy for åpent sløyfesystem) avhenger i stor grad av nøyaktigheten til fôroverføringskjeden. I tillegg til å redusere maskineringsfeilene til transmisjonsgir og kuleskruer, er et annet viktig tiltak å bruke et gapløst transmisjonspar. For den kumulative feilen på ballskruehøyden, brukes en pulskompensasjonsanordning vanligvis for tonehøyde kompensasjon.
Liv og presisjonsretensjon av maskinverktøy
4. For å forbedre levetiden og presisjonsretensjonen av maskinverktøy, bør slitasjebestandigheten til CNC -maskindeler vurderes fullt ut under utformingen, spesielt det er slitasjemotstanden til hoveddelene som påvirker fremdriften, for eksempel maskinverktøyets guide -skinner, fôrservo spindelkomponenter, etc. under bruk, smøring av alle deler av CNC -maskinen som skal sikres.
5. Reduser hjelpetid og forbedre driftsytelsen
I en enkelt stykke behandling avCNC -maskinverktøy, Auxiliary Time (ikke-brikketid) utgjør en stor andel. For å forbedre produktiviteten til maskinverktøy ytterligere, er det nødvendig å iverksette tiltak for å minimere hjelpetid.
For tiden har mange CNC -maskinverktøy tatt i bruk flere spindler, flere verktøyholdere og automatiske verktøyskiftere med verktøymagasiner for å redusere verktøyets endringstid. For CNC -maskinverktøy med økt brikkeforbruk, må sengestrukturen være gunstig for fjerning av chip.
Tidligere:Hvordan fungerer CNC dreiebenker?
Send forespørsel


X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring