 Norsk
Norsk-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia - Norsk
-
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português








CNC skråbeddreisende dreiebenk
Jingfusi® CNC skråbeddrepet finner anvendelse i industrielle miljøer der produksjonen krever ytterste nøyaktighet og presisjon. Utover industriell bruk, imøtekommer disse dreiebenkene til hobbybedriftseiere som søker et verktøy som tilbyr et høyt tilpasningsnivå og fleksibilitet i designprosesser. Enten i storskala produksjonsinnstillinger eller mindre skalaer, tilpasser CNC-skråbedrepete fra Jingfusi® til forskjellige krav, og kombinerer presisjon med allsidighet.
Modell:CK46
Send forespørsel
produktbeskrivelse
Jingfusi® CNC skråbedrep skiller seg ut som et presisjonsbearbeidingsverktøy nøye laget for produksjon av forskjellige komponenter, med særlig vekt på sylindriske og rotasjonsdeler. Dets definerende karakteristikk ligger i den skrå sengestrukturen, strategisk konstruert for å forbedre stabiliteten og presisjonen gjennom maskineringsprosessen. Denne innovative designen sikrer at dreiebenken utmerker seg med å levere nøyaktige og høykvalitetsresultater, noe som gjør det til et verdifullt aktivum for et bredt spekter av produksjonsapplikasjoner.
Maskinens reisediagram

Produktdetaljer

Parameterliste
| prosjekt | enhet | CK46 | CK52 | CK76 | |
| Maksimal svinglengde | mm | 350 | |||
| Maksimal dreiediameter på sengen | mm | Ø 500 | |||
| Maksimal dreiediameter på skateboardet | mm | Ø 160 | |||
| Senghelling | ° | 35 ° | |||
| Effektiv reise av X/Z -aksen | mm | Diameter 1000/400 | |||
| X/Z Axis skruespesifikasjoner | mm | 32 | |||
| X/Z Axis Rail spesifikasjoner | mm | 35 | |||
| X/Z-Axis motorisk kraft | Kw | 1.3 | |||
| Maksimal rask bevegelse av x/z -aksen | m/min | 24 | |||
| Maskinverktøylengde x bredde x høyde | mm | 2100x1580x1800 | |||
| Total vekt av hele maskinen | Kg | 2600 | |||
| Knivnummer | fastsette | 8 | |||
| Firkantet knivstørrelse | mm | 20x20 | |||
| Rund hull kutterstørrelse | mm | Ø20 | |||
| Total kraft | kw | 13 | 13 | 16 | |
| Gjennomsnittlig strømforbruk | KW / H. | 2 | 2 | 2.5 | |
| hovedaksel | Spindel ende ansiktsform |
|
A2-5 | A2-6 | A2 -8 |
| Maksimal spindelhastighet | r/min | 6000 (satt til 4500) | 4200 (satt til 3500) | 3200 (satt til 2500) | |
| Spindelmotorisk kraft | Kw | 7.5 | 7.5 | 11 | |
| Rangert dreiemoment for spindelmotor | Nm | 47,8nm | 47,8nm | 72nm | |
| Maksimal stang passeringsdiameter | mm | Ø 45 | Ø 51 | Ø 75 | |
Maskinverktøynøyaktighet
| Maskinens nøyaktighet, Jingfus Factor Standard : | ||||
| Hovedtestelement | Skjematisk diagram | Deteksjonsmetode |
Fabrikkstandard |
|
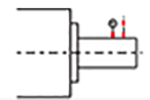
| Spindel radial beat, |
 |
Oppdage runout av ytre kjegle | 0.0025 | |
| X-aksen gjentar posisjon |
 |
Oppdage gjentatt plassering av x-aksen. Merk: Forutsi først omtrent 50 ganger for å oppveie feilen på den kalde motoren og den varme motoren, og oppdag deretter den gjentatte plasseringen. | 0.0025 | |
| Z-aksen gjentar posisjon |
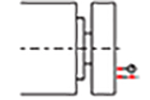 |
Oppdage gjentatt plassering på z -aksen. Merk: Forutsi først omtrent 50 ganger for å oppveie feilen på den kalde motoren og den varme motoren, og oppdag deretter den gjentatte plasseringen. | 0.0025 | |
| Hvis kunden ønsker å teste ISO- eller VD1 -nøyaktigheten til x/z/y -aksen, skal den bestemmes i skrivende stund. Kunden må teste denne varen på samme tid for den første aksept av Jingfusi -fabrikken. | ||||

Hot Tags: CNC skråbedrep, Kina, produsenter, leverandører, fabrikk, kvalitet, prisliste
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.








X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring